The sheet metal cleat the work of this problem will consist in laying out to full size the views and pattern for a galvanized sheet metal cleat.
Defects in sheet metal drawing.
Excessive thinning thickening of the sheet during forming.
Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
During this process the blank sheet will develop defects if the process parameters are not selected properly.
One is the improper handling another one is the elasticity of sheet metal forming materials.
Causes of these are mostly too high or improper force distribution and material considerations.
Defects in drawing process.
Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing.
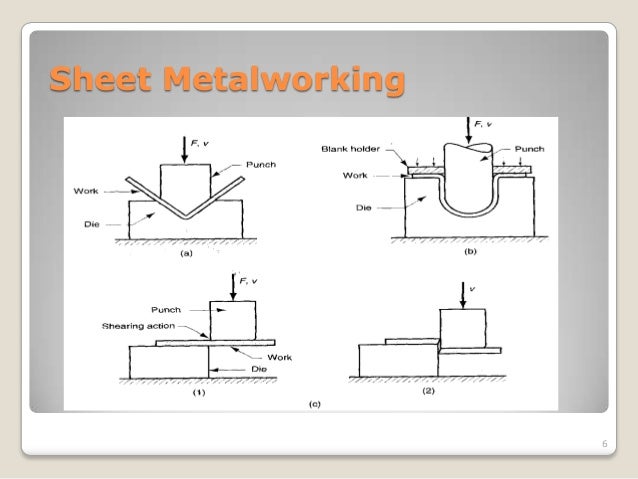
Figure a wrinkling in the flange or b in the wall c tearing d earing e surface scratches basic press working operation sheet metal working is also a metal forming operation where the material being worked is in the form of sheets the working is usually at room temperature.
How to dimension a drawing.
Excessive thinning in areas of the sheet metal is also an unwanted defect.
This defect is caused by the anisotropy of the sheet metal.
Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping.
Tearing is one of the most common defects.
One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part.
As its name indicates the formation of ears at the free edges of a deep drawn cylindrical cup is known as earing defect fig.
Excessive thinning in areas of the sheet metal is also an unwanted defect.
Incorrect blank shape and or size.
Springback or final part deviation from nominal incorrect process or number of forming tools.
The reason behind it is that welding positions are misaligned.
Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors.
Predict part defects tearing wrinkling dimensional inaccuracy and propose.
The proper relation of views in a drawing.
The main reasons for the cracking are over stretching or stress concentration.
Causes of these are mostly too high or improper force distribution and material considerations.
Accuracy in the use of the scale rule.
In making the layout for this cleat the following points must be kept in mind.
Tearing is one of the most common defects.
Stamping auto body panels 3 to 5 dies each prototype dies 50 000.